شما هیچ جایی با سرعت نمی توانید بروید مگر…
تصور کنید: شما یک ماشین مسابقه دارید با سبک ترین وزن و پر سرعت ترین موتور، ولی به جای تایرهای مناسب شما چرخهای یکی از سبدهای خرید فروشگاهی را گرفته اید، در یک کلام، شما هیچ جایی با سرعت نمی توانید بروید!
همین مثال رابطه بین یک ماشین CNC و نرم افزار CAD/CAM که برنامه نویسی آن را انجام می دهد، نشان می دهد. نیاز به یک نرم افزار بطور جدی با رشد تکنولوژی تغییر کرده است. بنابراین در یک سیستم CAM به چه چیزی باید توجه کنید تا بتواند بازدهی ماشین شما را بهبود دهد و تولید را بهینه نماید؟
نگاهی به فرایند CAD/CAM :
سیستمهای CAM برای گرفتن نقشه قطعات (CAD) پردازش آنها و چیدن(nesting) آنها روی یک ورق یا رول ورق و تبدیل این چیدمان نهایی به مختصات ها و ماشینکاری هایی استفاده می شوند. برنامه CNC بدست آمده ، که ماشینکاری قطعه را روی ماشین بصورت دقیق و موثر رقم می زند، به ماشین ارسال می شود. این برنامه های CNC برای هر تکنولوژی و هر ماشین و هر کنترلری خاص هستند.
قبل از گرفتن یک برنامه CNC باید چندین گام برداشته شود.job تقریبا با مشخص کردن نقشه وهندسه اجزا قطعه شروع می شود که می تواند از نرم افزارهای نقشه کشی وارد شود و یا در محیط CAD طراحی شود.

ورودی های مختلف نرم افزار
زمانی که نقشه وارد سیستم شد یا طراحی گردید در اولین مرحله ، نرم افزار جهت تشخیص نقشه و مطمئن شدن نسبت به اینکه کانتور های باز و بسته کجا هستند و نهایتا تشخیص صحیح نقشه جهت اعمال پارامترها و ابزار های لازم به کار گرفته می شود و سپس ابزارها و اطلاعات برش باید به نقشه افزوده شود، بسته به اینکه چه سیستم CAM ای در اختیار دارید، می توان بصورت دستی، نیمه اتومکاتیک یا اتوماتیک این مرحله را انجام داد. این اطلاعات از ماشینی به ماشین دیگر متفاوت است و بستگی به تکنولوژی هر ماشینی دارد.

محیط CAD طراحی نقشه یا کار کردن بر روی نقشه
اعمال پارامترهای ساخت و برش بر روی قطعات
زمانیکه تمامی اطلاعات ساخت روی اجزا نقشه پیاده شد، قدم بعدی چیدمان کردن این قطعات روی یک ورق یا رول می باشد. یک چیدمان می تواند از قطعات یکسان یا کاملا متفاوت تشکیل شده باشد که می توانند بصورت مستطیلی یا فرم ازاد چیده شده باشند.
چیدمان بصورت مستطیلی هر قطعه ای را بصورتی که انگار در یک مستطیل محصور شده است، چیدمان می کند، بنابراین در صورتی که از قطعات بی شکل استفاده کرده اید، پرت بسیاری می تواند داشته باشد.
چیدمان با فرم آزاد بهترین چیدمان را بر اساس مرزهای واقعی قطعه ارایه می دهد و از پرت شدن مواد جلوگیری می کند.
بسته به سطح اتوماسیون نرم افزار قابل استفاده، قرار گرفتن قطعات می تواتند بصورت دستی، اتوماتیک یا ترکیبی از هر دو باشد. چیدمان دستی قطعات غیر همسان معمولا با drag & drop کردن انجام می شود، با در نظر گرفتن اینکه شما مهارت هم دارید باز هم این روش می تواند به پرت زیادی از ورق منجر شود، در هر صورت این روش بسیار وقت گیراست. چیدمان پویا با استفاده از روش اتوماتیک منجر به استفاده حداکثری از ورق و نیز کاهش زمان چیدمان و برنامه گرفتن می گردد.

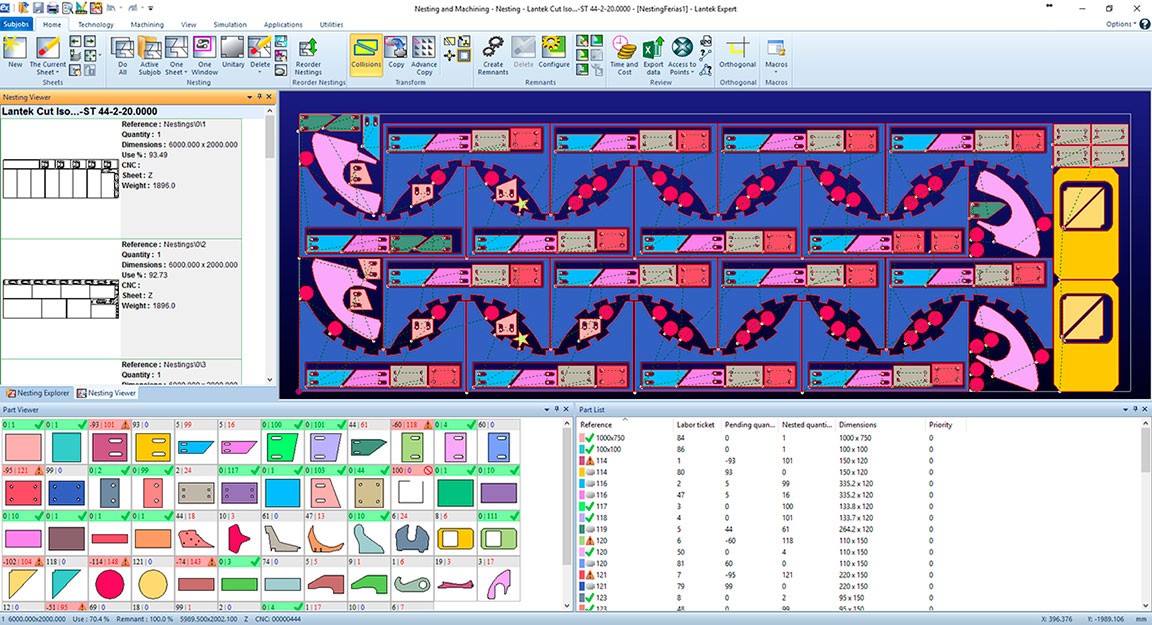
محیط چیدمان، ابزار های مختلف چیدمان اتوماتیک و دستی
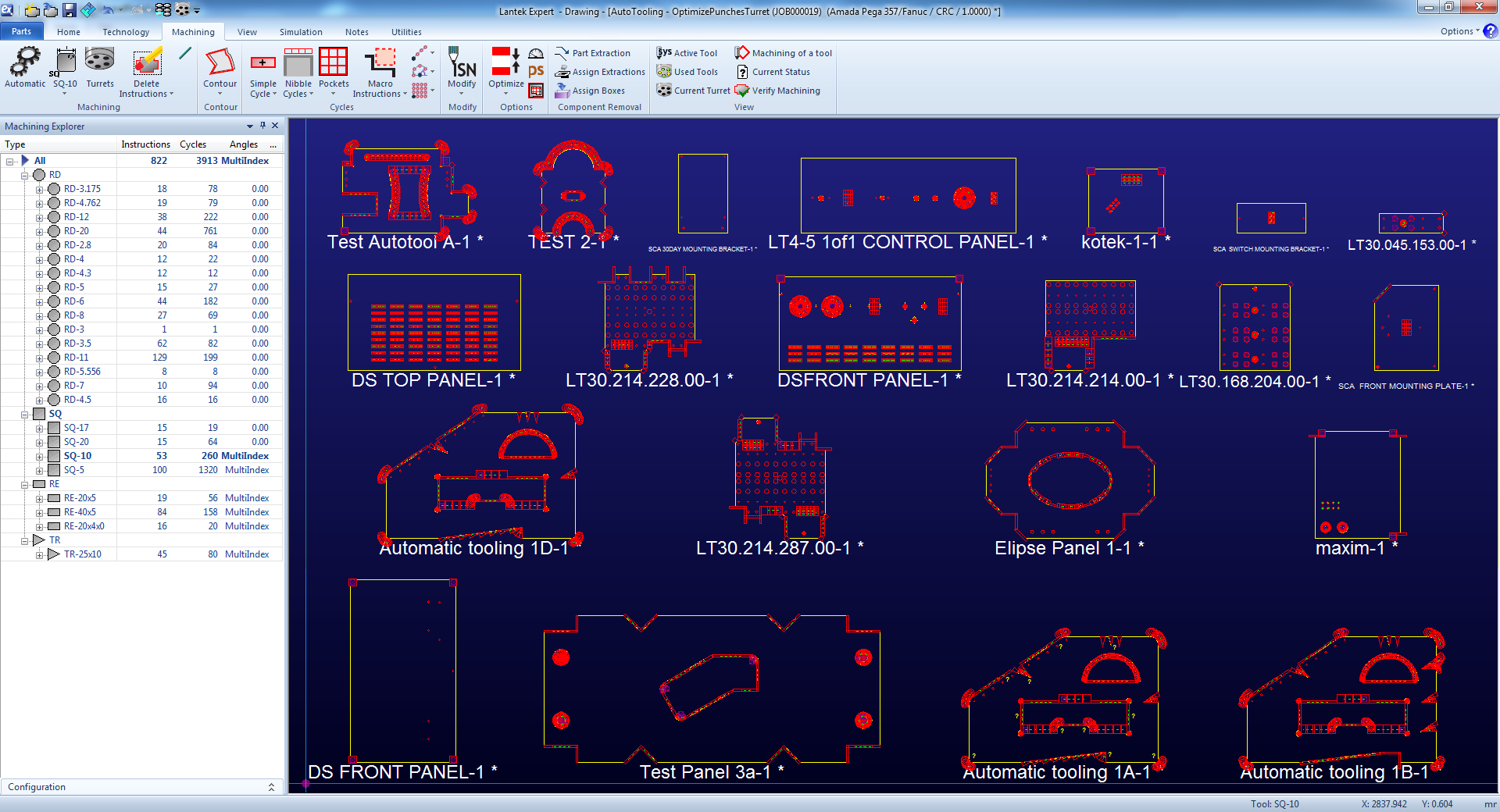
پس از چیدمان کردن ورق و اعمال پارامترهای برش( در پانچ با ابزارگذاری) و انتخاب روش ماشینکاری، به ماشینکاری پرداخته می شود و در پایان با استفاده از ابزارهای مختلف جهت اعمال برخی تغییرات و نیز اعمال بهینه سازی ها می توان با توجه به محدودیتهای تولیدی روش ماشین کاری را تغییر داد. در این مرحله با استفاده از عملیات سیمولیشن می توانیم ماشینکاری را تست کرده و نسبت به تایید یا تغییر آن اقدام نماییم.
زمانی که سیمولیشن تایید شد، یک برنامه CNC می تواند تولید شود. یک مدول خاص در سیستم CAM وظیفه تولید این برنامه را بر عهده دارد. این مدول اطلاعات ماشینکاری ذخیره شده در سیستم را برای یک چیدمان مشخص می گیرد و آن را به یک برنامه CNC با ساختار مورد نظر ماشین مربوطه تبدیل می کند. به این مدول پست پراسسور می گویند.
زمانی که یک نرم افزار CAM برای ماشین در نظر می گیرید مطمئن شوید که کاملا با ماشین مطابقت دارد . این واقعا مهمترین نکته در سیستم CAM است
برخی ویژگی هایی که برای یک نرم افزار CAD/CAM باید در نظر گرفته شود:
• روشهای برداشتن قطعات: بسته به تکنولوژیهای مورد استفاده در ماشین و سایر قطعات ، قطعات ممکن است با روشهایی مانند شوتینگ،میکروجوینت، استاپ گذاشتن و …
• در چه جهت هایی میتوان قطعات را مقید کرد: برای مثال روش چیدمان مستطیلی قطعات را معولا با چرخشهای ۹۰ درجه ای قرار می دهد، در حالیکه روش فرم آزاد در هر زاویه ای می تواند قطعات را قرار دهد، برخی قطعات باید در جهت های خاصی قرار گیرند یا اینکه برخی نمی توانند بصورت آیینه ای قرار داده شوند، اینها قیدهایی است که نرم افزار باید بتواند ایجاد نماید.
• جلوگیری از تنشهای گرمایی: زمانی که متریالهای ضخیم برش داده می شوند گرمای زیادی تولید می شود بنابراین امکان دفرمگی و تاب برداشتن وجود دارد، نرم افزار باید قادر باشد تا مسیرهایی را ایجاد نماید تا تنش گرمایی آزاد شده و برش بدون مشکل انجام شود. در این روش نرم افزار با برشهایی در فواصل فرصت خنک شدن کار را فراهم می نماید.
• روشهای برش مشترک و غیر مشترک: به منظور صرفه جویی در مصرف ورق و نیز کاهش قیمت تمام شده ضرورت دارد که با در نظر گرفتن توانمندی ماشین، تکنولوژی و ابزارهای برش مورد استفاده و همینطور حفظ صلبیت ورق استراتژی مناسب توسط نرم افزار مورد استفاده قرار گیرد.
• انعطاف پذیری در چیدمان: نرم افزار باید شما را قادر سازد تا در زمانی کوتاه بتوانید استراتژیهای مختلف را جهت فراهم نمودن بهترین و به صرفه ترین چیدمان با رعایت اصول برش و محدودیتهای تولیدی فراهم نماید.
• ایجاد استراتژیهای برش از پیش تعریف شده: با توجه به فراوانی متریال و ضخامتهای مختلف و همینطور ابزارهای مختلف جهت برش، نرم افزار می بایست مجهز به جداولی باشد که با تنظیمات از قبل شما را به سوی کمترین زمان و بیشترین دقت و عدم وابستگی به کاربر بسیار ماهر هدایت کند. جدولهای از پیش تنظیم شده در واقع دیتابیسی از تمامی اطلاعات برش وابسته به متریال و ضخامت و استراتژیهای مختلف می باشد که با ورود نقشه به نرم افزار ، نرم افزار بصورت اتوماتیک با مطابقت مشخصات نقشه با جدول، پارامترهای مختلف را روی نقشه اعمال می کند.
• توانایی ذخیره سازی و مدیریت مصرف ورق: نرم افزار می بایست شرایطی را فراهم آورد که کاربر بتواند با اختصاص مشخصات ورقهای موجود در انبار، نسبت به کنترل موجودی و نیز مصرف آن در پروزه های مختلف اقدام نماید.
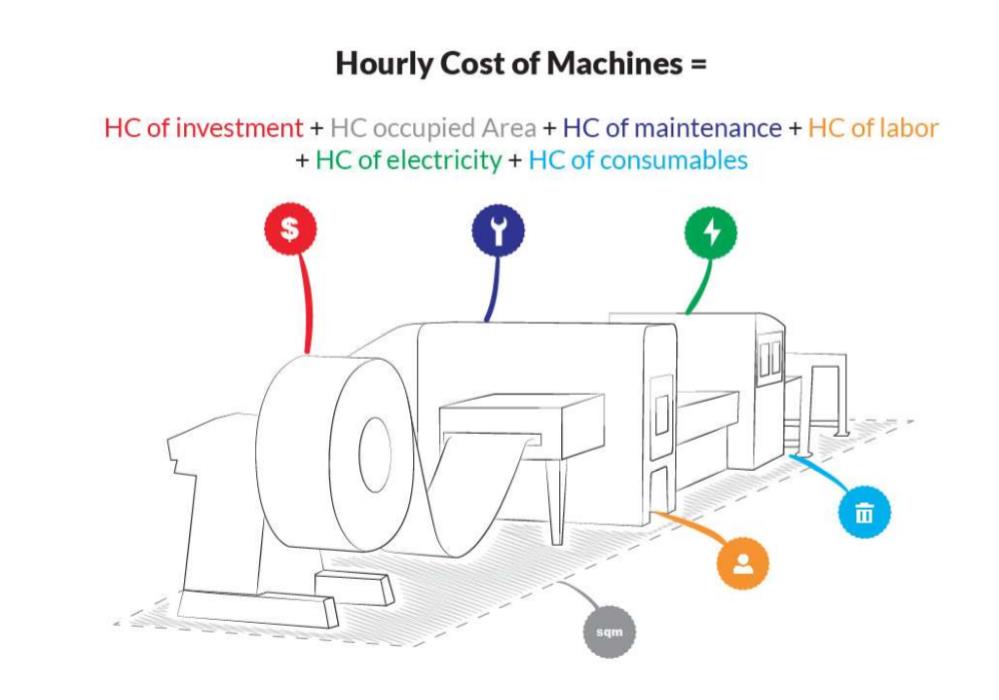
• زمان و قیمت تمام شده: نرم افزار با اعمال تنظیمات مختلف برش و استفاده از جداول از پیش تنظیم شده می بایست در براورد تایم و قیمت تمام شده محصولات توانا باشد.
• گزارشهای مدیریتی: ارایه گزارشهای مختلف از قطعات، مصرف ورق، زمان انجام کار و … توسط نرم افزار می تواند بستری را جهت مدیریت بهینه خطوط شیت متال ایجاد کند.
چه نکاتی را برای سرمایه گذاری بر روی یک سیستم CAM باید در نظر داشت:
اگر نتوانید با سرعت کافی و قابل اطمینان برنامه های CNC برای ماشین خوراک تهیه کنید، ماشین یک سرمایه گذاری از دست رفته است. بیشتر ماشین سازها روشهای برنامه نویسی متفاوتی را بر روی ماشین عرضه می کنند. که می تواند از طریق شرکتهای سازنده نرم افزار CAD/CAM یا نرم افزارهایی متعلق به شرکت ماشین ساز فراهم شود. نرم افزاری که توسط شرکتهای ماشین ساز ارایه می شود تنها قادر به تهیه برنامه همان ماشین است. بنابراین در نظر داشته باشید در صورتی که می خواهید در آینده ماشینهای مختلفی داشته باشد این نرم افزار از ماشین جدید پشتیبانی نمی کند. همواره ایده خوبی است که برای نرم افزار از شرکت ماشین ساز و شرکتهای نرم افزاری پیشنهاد گرفت و انها را مقایسه کرد.
انتخاب سیستم CAM به عملیات شرکت شما، ماشین مورد استفاده و مقدار و ترکیب قطعات تولیدی بستگی دارد.
نرم افزار های بیشماری سطوح مختلفی از عملکرد و اتوماسیون را از ساده تا کاملا اتوماسیون ارایه می دهند. اگر شما تصمیم گرفته اید که نیازی به اتوماسیون و عملیاتهای سطح بالا نیست یک نرم افزار ابتدایی انتخاب کنید ولی در نظر داشته باشید که این نرم افزار همراه با سیستم شما رشد کند.
شما ممکن است فقط یک ماشین امروز داشته باشید ولی ممکن است به سرعت تغییر کنید و نیاز دارید ماشین دوم و یا بیشتری را برنامه بدهید.
ملاحظات برای آینده:
زمانی که با افزایش مصرف ورق تصمیم می گیرید که یک نرم افزار سطح بالاتر و موثر تر در بهینه سازی و با چیدمان اتوماتیک داشته باشید، مطمین شوید که نرم افزاری که تهیه می کنید قابلیت آپدیت شدن و اپگرید شدن به سطوح بالاتر عملیاتی و اتوماسیون را داشته باشد و اینکه بتواند براحتی از ماشینهای دیگر پشتیبانی کند.
بطور خاص بهتر است سوالات زیر پرسیده شود:
۱- چند ماشین قرار است برنامه نویسی شوند؟یک یا دو کاربر(لایسنس) از نرم افزار کافی است یا تعداد بیشتری مورد نیاز است؟ جواب به این سوال به سطح اتوماسیون مورد نظر شما بستگی دارد. سطوح بالای اتوماسیون وقت کمتری برای برنامه نویسی نیاز دارند و نهایتا تعداد کاربر و لایسنس کمتر.
۲- نرم افزار به گونه ای باشد که تمام ماشینها از یک سیستم برنامه نویسی شوند یا اینکه هر ماشین نرم افزار حجدا داشته باشد؟
۳- ایا شرکت سازنده نرم افزار پست پراسسور همه ماشین آلات را دارد/ اگر ندارد ایا توانایی ساخت پست های جدید را دارند؟
۴- گرفتن اطلاعات و گزارشهای مختلف از سیستم چقدر ساده است؟
۵- اگر تعداد بیشتری لایسنس می خواهیم آیا باید بطور همزمان فعال باشند؟ یا می توان از لایسنس شناور استفاده کرد؟
۶- چه نوع قطعاتی چیده می شوند؟ ایا چیدمان اتوماتیک گزینه مناسبتری است؟ روش مستطیلی با روش فرم ازاد آیا تفاوتی ایجاد می کند؟ آیا متریال گران قیمتی برش می دهیم یا در آینده خواهیم داد؟
۷- چه سطحی از اتوماسیون مورد نظر نیاز است؟ ایا سیستم CAM می تواند با سیستم ERP همراه شود؟ ایا میتوانند ورودی و خروجی های هم را تامین کنند؟
نکات دیگری که باید در نظر گرفت:
برخی سیستمهای CAM به سادگی نقشه ها را می گیرند، آنها را می چینند و ابزار و برش را در همان مرحله چیدن اعمال می کنند.چنین سیتمی اطلاعات خاص مربوط به ساخت هر قطعه را حفظ نمی کنن ، این به این معنی است که تمام اطلاعات ساخت و برش، تغییر داده شده، اصلاح شده و اعمال شده تنها برای همان چیدمان وجود دارد. اگر برنامه نویس بخواهد برنامه دیگری از همان چیدمان در آینده بگیرد می بایست تمام عملیات را دوباره کاری کند!
در مقابل برخی نرم افزارهای دیگر هستند که تمام اطلاعات برش و ماشینکاری مربوط به قطعات را نگهداری می کنند و در صورت استفاده در آینده بدون صرف زمان برای دوباره کاریف کاملا قابل استفاده است.
بهترین سیستمهای CAM هر دو نمونه بالا را با هم ارایه می دهند.
تالیف: دپارتمان مهندسی فروش شرکت راتین تجهیز البرز